Every industrial process involving fluid flow depends on rheology: how materials deform and flow under stress. Pipeline pressure drops, coating surface finishes, polymer extrusion rates, drug delivery kinetics: all fundamentally governed by viscosity and flow behavior.
Yet rheology is one of the most poorly characterized properties in process simulation. Engineers either rely on outdated correlations, make constant-viscosity assumptions that ignore real physics, or spend months on expensive lab testing that can't cover the full operating envelope.
The result? Process simulations that look sophisticated but produce wrong answers. Pipelines that can't hit target throughput. Coating formulations that fail on the production line. Extrusion processes running at 60% capacity because no one knows if the melt can handle higher shear rates.
Why Rheology is Everywhere (But Usually Wrong)
Rheology describes how fluids respond to applied stress: viscosity, shear-thinning, yield stress, viscoelasticity. It's not just an abstract material property; it directly determines process performance.
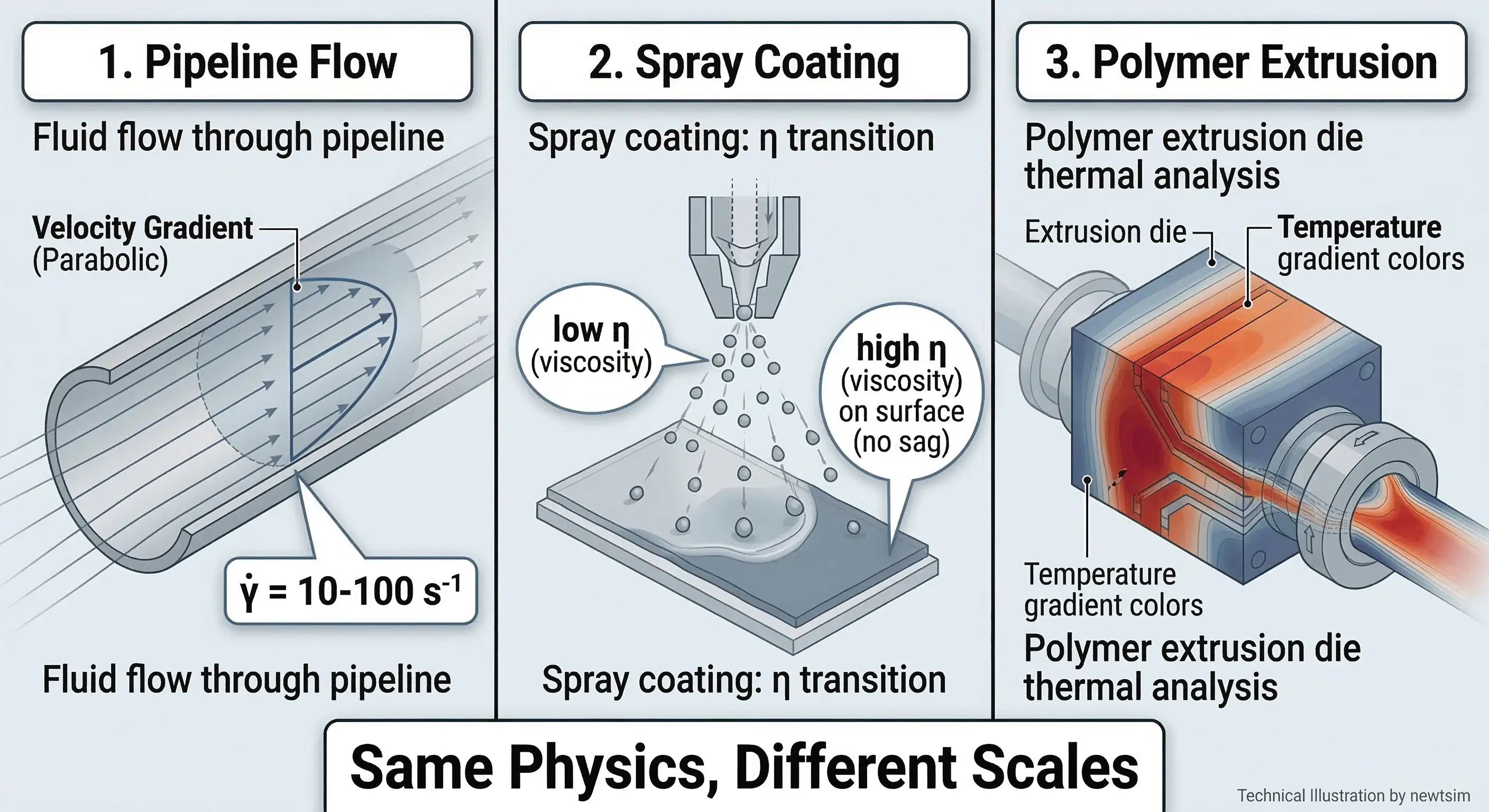
Pipeline and refinery operations: In oil and gas transport, viscosity determines pressure drop, pump requirements, and flow regime transitions. A 20% error in viscosity prediction means 20% error in pressure drop, which translates to undersized pumps, production bottlenecks, or millions in unnecessary infrastructure. Refineries face the same challenge at massive scale. Crude oil viscosity varies with temperature, composition, and shear rate. Get it wrong and your process model misses optimization opportunities worth 1-2% yield improvement, worth $50M+ per year for a large refinery. Learn more about petrosim for oil & gas simulation.
Coating and formulation: Coating defects (runs, sags, orange peel, brush marks) are rheology failures. The coating needs to be shear-thinning: low viscosity during application (spray, roll, brush) for smooth flow, then rapid viscosity recovery after application to prevent sagging. Formulators currently iterate through dozens of physical prototypes, adjusting polymer molecular weight, solvent ratios, and rheology modifiers by trial and error. Each iteration takes weeks. If you could predict shear-thinning behavior from formulation composition, you'd collapse 6 months of development into 2 weeks. Explore molsim for materials simulation.
Polymer processing: Injection molding and extrusion are viscosity-limited processes. The melt must flow through complex geometries (dies, molds, runners) under high shear rates. Too viscous and you get incomplete filling or excessive pressure; too fluid and you get flash, sink marks, or dimensional instability. Processors run conservative temperature and pressure profiles because they don't trust melt viscosity predictions at operating conditions (200-300°C, 10-100 MPa, shear rates up to 10⁴ s⁻¹). This leaves 15-30% throughput on the table.
Why Traditional Approaches Fail
| Lab Testing | Correlations | Molecular Simulation | |
|---|---|---|---|
| Sample needed | ✓ Required | ✗ Not needed | ✗ Not needed |
| Conditions | Limited T < 200°C, P < 100 bar | Calibration only | Any conditions −50 to 500°C+, 0-1000 bar |
| Time per test | Days | Instant | Minutes (near instant with rapid mode) |
| Accuracy | Gold standard | 50-500% error for complex fluids | 5-15% error |
| Cost | $5K-50K per study | Free | Simulation cost |
| Non-Newtonian behavior | ✓ Measured | ✗ Not captured | ✓ Predicted |
Lab rheometry: Slow, expensive, and limited. Rotational rheometers and capillary viscometers are the gold standard, but they're constrained by practical limits: You need to synthesize the material first (defeats the purpose for formulation design). Hard to test above 200°C, above 100 bar, or with hazardous/reactive materials. Full characterization takes days per sample. Cost: $5K-50K per rheology study for full rheological characterization.
Empirical correlations: Only work for simple fluids. Engineering handbooks provide viscosity correlations based on decades of experimental data. These work fine for simple fluids like water or alkanes. They fail catastrophically for polymer solutions and melts, emulsions and suspensions, complex mixtures (crude oil with asphaltenes, coatings with multiple polymers), and conditions far from calibration range. A correlation might predict viscosity within 50% for a simple fluid. For a complex polymer melt, you're lucky if it gets the order of magnitude right.
CFD assumes you already know viscosity. Computational fluid dynamics is powerful for modeling flow patterns, heat transfer, and mixing, but it requires viscosity as an input. Most CFD simulations use constant viscosity (wrong for any temperature or shear-rate dependent fluid), simple correlations with hand-tuned parameters, or lookup tables from limited lab data. This means your CFD simulation is only as good as your viscosity input, and for most real fluids, that input is poor.
The Molecular-Scale Solution
Molecular dynamics (MD) and quantum mechanics (QM) can predict rheology from first principles. No empirical fitting, no lab samples required. Define the system (molecular structure, composition, density), compute forces (quantum mechanics for electronic structure → accurate force fields for MD), simulate dynamics (non-equilibrium MD with applied shear or equilibrium MD with Green-Kubo fluctuation analysis), and extract rheology (shear stress response → viscosity; multiple shear rates → shear-thinning behavior). This molecular-scale approach to simulation enables predictions that aren't possible with traditional methods.
This approach works for any fluid: pure liquids, polymer melts, solutions, mixtures, complex fluids. Unlike lab rheometry, molecular simulation isn't limited by equipment. You can simulate any temperature (-50°C to 500°C+), any pressure (atmospheric to 1000+ bar), any shear rate (10⁻² to 10⁶ s⁻¹), and any composition without synthesizing samples. Results in minutes, or near-instant with rapid mode, with no waiting days for lab turnaround.
Non-Newtonian behavior: Real fluids aren't Newtonian (constant viscosity). Molecular simulation captures shear-thinning (viscosity drops with shear rate), shear-thickening (viscosity increases with shear rate), yield stress (material behaves as solid below critical stress), viscoelasticity (both viscous and elastic response), and temperature dependence (Arrhenius or WLF behavior). This isn't curve-fitting to rheometry data. It's predicting the full rheology curve from molecular structure.
Integration: Rheology as Part of the Simulation Stack
Rheology prediction isn't a standalone tool. It's an embedded capability within end-to-end process simulation. When simulating oil and gas transport or refinery operations, fluid properties change continuously as composition, temperature, and shear rate evolve. Instead of using static viscosity correlations, the simulation computes rheology on-the-fly as conditions change.
This enables accurate pressure drop prediction for complex crude blends, real-time optimization as feed composition changes, prediction of flow regime transitions, and identification of wax deposition or asphaltene precipitation risks (both viscosity-driven). You don't see the rheology calculation. You see correct pressure drops, pump requirements, and throughput predictions.
For coating and formulation design, molecular simulation lets you screen formulation space (polymer type and molecular weight, solvent composition, rheology modifier concentration) and predict both rheology and application outcome (surface finish, film thickness uniformity). Screen 50 formulations in an afternoon with rapid mode, down-select to 5 candidates for detailed analysis, validate with 2-3 physical prototypes. This collapses formulation development from months of trial-and-error to weeks.
For polymer processing, instead of using generic viscosity curves for "HDPE" or "polystyrene," the simulation uses the actual resin grade you're processing. This enables optimization of barrel temperature profile, die design for uniform shear distribution, and throughput maximization. Result: 15-30% throughput increase without defects.
Real Impact: What Changes When Rheology is Right
Pipeline design: Avoid $10M in over-design. A midstream oil company was designing a 50 km pipeline for heavy crude. Correlations predicted 500 cP viscosity, suggesting 15 MPa pressure drop and four booster pump stations. Molecular simulation predicted 320 cP, accounting for shear-thinning at pipeline shear rates. Actual pressure drop: 9.5 MPa. The company eliminated two pump stations, saving $12M in capex and $800K/year in operating costs.
Coating formulation: 6 months to 3 weeks. An automotive coating supplier needed precise shear-thinning: low viscosity during spray application, rapid recovery to suspend metallic flakes horizontally. Traditional approach: synthesize 30 variants, test rheology and spray finish: 6 months total. With molecular simulation: screen 200 formulations virtually, down-select to 5 candidates, validate with physical prototypes: 3 weeks total. First production batch met all specs.
Polymer extrusion: 22% throughput increase. A polymer film manufacturer ran extruders at conservative temperatures because melt viscosity data was uncertain. Molecular simulation predicted viscosity vs. temperature and shear rate for their specific resin grade (bimodal molecular weight distribution). Optimal conditions identified: line speed increased from 90 m/min to 110 m/min (+22%), pressure dropped 15%, energy consumption down 8%. No product defects. Payback time: 2 weeks.
Refinery optimization: $18M/year yield improvement. A refinery was optimizing vacuum distillation. The bottleneck was residue viscosity, and static models used correlations that didn't account for asphaltene concentration. Molecular simulation provided real-time viscosity predictions as feed composition varied. Result: VDU could run 2°C hotter without viscosity issues, increasing heavy vacuum gas oil yield by 0.8%. For a 200,000 bbl/day refinery: +$18M/year.
The Bottom Line
Rheology isn't optional. It's physics. Every process involving fluid flow depends on it. But most process simulations treat rheology as an afterthought: plug in a correlation, assume constant viscosity, hope for the best. That approach leaves money on the table: pipelines over-designed by 20-40%, coating formulations that take 6 months to develop, extrusion lines running at 60% capacity, refineries missing optimization opportunities worth millions per year.
Molecular-scale rheology prediction changes the game. You can test any formulation at any conditions without physical samples, predict non-Newtonian behavior from first principles, and embed rheology calculations directly into process simulations, with no manual data transfer and no empirical fitting. You don't see the rheology model running in the background. You see correct process outcomes.
Pipeline pressure drops within 5% of measured values. Coating formulations that spray perfectly on the first production trial. Extrusion throughput increased 20% without defects. Refinery yields optimized to within 0.1% of thermodynamic limits. That's what happens when rheology is right. See how molecular-scale rheology prediction works for your process.