DED Turbine Blade Repair Microstructure Audit via CALPHAD Solidification Modelling
Executive Summary
Strain-age cracking in nickel superalloy repair is one of the most thoroughly documented and consistently underestimated failure modes in gas turbine MRO. The mechanistic framework is well established: the cracking occurs not during deposition but during the subsequent thermal cycle. When a precipitation-hardened superalloy is heated above its γ' solvus — dissolving the strengthening phase — and then cooled rapidly, the γ' re-precipitates on subsequent reheating by the next deposited layer. The precipitation-induced age-hardening increment, up to 200–300 MPa for alloys such as René 80, occurs faster than the grain boundary material can accommodate by creep. The result is intergranular cracking, typically within 0–2 mm of the repair boundary, in the region of the substrate heat-affected zone that has been thermally cycled most severely. For DED blade tip repair on CM247LC directionally solidified substrates — where the γ' solvus sits at approximately 1,190°C and the process laser routinely drives HAZ temperatures to 1,240°C and above — the mechanism is active in every build. The question is whether the accumulated damage per cycle breaches the grain boundary creep ductility limit of approximately 1.2–1.8% strain. In the incident on which this audit is based, the answer was yes for six blades from a single production shift: intergranular cracking at the CM247LC HAZ extending 0.2–2.1 mm below the repair boundary, morphologically consistent with SAC on all six blades, and one blade that experienced tip liberation at 14,000 operating hours — 6,000 hours short of the 20,000-hour design life. Machine log review identified the root cause: an operator had entered 1,296 W instead of the nominal 1,200 W in the Trumpf TruLaser Cell 7040 build preparation software, an 8% power elevation that persisted for the entire affected shift. The machine had no laser power interlock. Thirty-four blades were processed that shift; 28 at nominal power are currently in service with an unknown damage state.
Had a DED thermal FEM simulation been run as part of the process qualification — or as a routine parameter validation check — the consequences of an 8% laser power excursion would have been computed before it reached a production blade. The simulation would have shown that the 8% power increase raises HAZ peak temperature from 1,240°C to 1,315°C and doubles the time spent above the γ' solvus per deposition pass, from 2.8 seconds to 6.1 seconds. CALPHAD solidification modelling and JMAK precipitation kinetics would have converted that thermal excursion into a SAC risk prediction: at elevated power, 68% of the CM247LC γ' dissolves and 79% re-precipitates on cooling, generating a Δσ_y per cycle of 140–180 MPa — sufficient to accumulate 0.23% plastic strain per cycle against a grain boundary ductility limit of 0.15%, definitively exceeding the cracking threshold. The nominal process, by contrast, accumulates only 0.08% strain per cycle, well within the limit. The simulation would have drawn a clear and defensible line between the two scenarios before a single blade was committed to service.
This audit reconstructs exactly that analysis from existing machine logs and EBSD/EDS data on the six failed blades, producing a causal root cause determination, a fleet risk assessment for the 28 nominally-parametered blades, and a revised process specification with mandatory control interlocks. The tip liberation on one blade at 14,000 operating hours and the confirmed intergranular cracking across six blades from a single shift have exposed the facility to precautionary removal costs of $980,000 for the 28 nominally-parametered blades and unplanned outage costs running to approximately $180,000 per turbine unit per day — a total exposure above $1.5 million. A newtsim simulation would have identified the critical SAC threshold exceedance from an 8% laser power deviation before any blade was committed to service. The simulation's predicted SAC susceptibility zone — the 0–2 mm HAZ region beneath each repair boundary at elevated power — defines the fluorescent penetrant inspection sampling locations for all 34 blades at next scheduled interval, and the validated safe thermal envelope defines the newtsim livesim monitoring thresholds for laser power and inter-pass temperature in all future DED repair campaigns.
Scenario Background (illustrative reference case)
The scenario concerns Helion Power Services (illustrative), an independent MRO facility servicing industrial gas turbine blades for power utility customers across Central Europe. The facility holds Nadcap Heat Treating (AC7102), Nadcap Coatings (AC7109), and ISO 9001:2015 certifications, serving four utility operators running Frame 7FA and Frame 9FA class gas turbines with a total installed capacity of approximately 8 GW.
The machine platform is a Trumpf TruLaser Cell 7040, a 6-axis laser-based DED system with a coaxial powder feed nozzle. It uses a 2 kW IPG ytterbium fibre laser (maximum) at a working distance of 12 mm, with a powder feed rate range of 5--30 g/min calibrated via gravimetric measurement before each build session. CNC deposition is executed on a rotating blade fixture enabling conformal deposition on the 3D blade tip geometry. The deposition atmosphere is an argon-purged enclosure maintaining O2 below 50 ppm throughout deposition, and substrate preheating is provided by a resistive heating element embedded in the blade fixture with a current specification of 400 deg C +/- 20 deg C.
The material system pairs two nickel superalloys. The substrate is CM247LC, a directionally solidified (DS) second-generation DS nickel superalloy with a nominal composition (wt%) of Ni bal., Cr 8.1, Co 9.2, Mo 0.5, W 9.5, Ta 3.2, Al 5.6, Ti 0.7, Hf 1.4, C 0.07, and B 0.015. Its grain structure consists of columnar DS grains aligned with the blade stacking axis (001 growth direction), with grain widths of 2--8 mm continuous from root to tip. The gamma-prime solvus temperature is approximately 1,190 deg C , and the gamma-prime volume fraction at the 950 deg C service temperature is approximately 65--68%. The deposit alloy is Rene 80 powder (Ni-Cr-Co-Mo-Ti-Al), with a nominal composition (wt%) of Ni bal., Cr 14.0, Co 9.5, Mo 4.0, W 4.0, Ti 5.0, Al 3.0, B 0.015, and C 0.17. The powder is 45--150 um with angular to near-spherical morphology and a PSD D50 of approximately 85 um (coarser than LPBF powder, appropriate for DED powder feed). Its gamma-prime solvus temperature is approximately 1,150 deg C , and the gamma-prime volume fraction at 950 deg C is approximately 55--58%.
The target part is an HPT blade tip, where deposited material restores 3--8 mm of tip height lost to erosion and oxidation over service. The tip section has a 220 mm chord and a maximum tip width of 12 mm. The DED deposition strategy uses a raster scan of the tip cross-section in 4--6 passes per layer with a 0.8 mm layer height target, 2.0 mm track width, and 1.2 mm track overlap, totalling 5--10 layers depending on worn tip height.
Challenge
Post-service retrieval and metallurgical examination of the six anomalous blades establishes the following defect inventory:
EBSD Grain Structure Analysis (Tescan Mira3 FE-SEM, 20 kV, 15 nm step size):
| Location | Grain Type | Grain Width (µm) | Grain Length (µm) | Aspect Ratio | Comparison to CM247LC |
|---|---|---|---|---|---|
| CM247LC DS substrate (below repair) | Columnar DS | 3,200 µm (mm-scale DS grains) | Full blade height | ~100:1 (DS) | Reference |
| CM247LC HAZ (0–2 mm below repair) | Partially dissolved | 80–200 µm | 200–500 µm | 3–5:1 | Modified |
| René 80 deposit (anomalous blades) | Columnar polycrystalline | 200–400 µm | 2,000–4,000 µm | 8–12:1 | ⚠ Not as-designed |
| René 80 deposit (nominal-parameter blades) | Columnar fine | 150–250 µm | 800–1,800 µm | 5–8:1 | Within expected range |
Strain-Age Cracking Characterisation (Optical metallography, Kalling's No. 2 etchant):
| Blade | Crack Location | Crack Length Range (mm) | Crack Type | Depth Below Repair Interface |
|---|---|---|---|---|
| Blade 08 | HAZ boundary | 0.6–1.8 mm | Intergranular | 0.2–1.5 mm |
| Blade 11 | HAZ boundary | 0.4–2.1 mm | Intergranular + transgranular | 0.3–1.8 mm |
| Blade 17 | HAZ boundary | 0.8–1.3 mm | Intergranular | 0.2–1.0 mm |
| Blade 21 | HAZ boundary | 1.1–2.0 mm | Intergranular | 0.4–1.7 mm |
| Blade 24 | HAZ boundary | 0.5–1.6 mm | Intergranular | 0.1–1.2 mm |
| Blade 29 (tip liberation) | HAZ + repair bond | 2.5+ mm | Through-thickness | 0–2.0 mm |
Machine Log Analysis: Review of the Trumpf TruLaser Cell 7040 process log for the affected shift reveals that laser power was set at 1,296 W instead of the nominal 1,200 W — an 8% overage caused by an operator entering the incorrect parameter in the build preparation software. The machine control system does not have a laser power interlock or automated out-of-tolerance alert for this parameter. The deviation persisted for the entire shift (34 blades total; 6 blades processed in the elevated-power batch, 28 at nominal).
Fleet Risk Assessment: The 28 nominally-parametered blades from the same period are currently in service. If the HAZ cracking is also present (even at lower severity) in the nominal batch, tip liberation risk exists across those blades. The MRO facility needs a simulation-backed determination of whether the nominal blades can remain in service until the next scheduled inspection.
Commercial exposure:
Each failed blade costs approximately $35,000 to replace (new DS CM247LC blade, tip re-coating, and reinstallation). Precautionary removal of all 28 nominally-parametered blades would expose the facility to $980,000 in replacement costs alone. Unplanned turbine outage costs run to approximately $180,000 per unit per day in lost generation revenue, bringing total exposure above $1.5 million if the fleet is not audited.
Real-World Basis
Strain-age cracking in nickel superalloy repair is one of the most thoroughly documented failure modes in gas turbine MRO literature.
The mechanistic framework is well established: SAC occurs when a precipitation-hardened superalloy is heated through the γ’ solvus (dissolving γ’), then cooled rapidly. On subsequent reheating (by the next deposited layer), γ’ re-precipitates simultaneously with thermal contraction. The precipitation-induced age-hardening increment (Δσ_y: up to 200–300 MPa for René 80) prevents plastic relaxation of the thermal contraction stress, driving intergranular cracking. Critical parameters are: heating rate through the γ’ solvus, peak HAZ temperature (which determines γ’ dissolution extent), and cooling rate (which controls re-precipitation kinetics). For René 80, peak HAZ temperatures above 1,200°C (above the γ’ solvus of ~1,150°C) sustained for more than ~3 seconds per thermal cycle create cumulative SAC susceptibility.
Separately, inter-pass dwell time and preheat temperature have been shown to be the primary controllable parameters for the columnar-to-equiaxed grain transition (CET) in DED superalloy repair. At inter-pass dwell times above 60 seconds, thermal gradient G decreases and the G/V ratio decreases sufficiently to approach the CET boundary. At preheat temperatures above 600°C, the HAZ temperature gradient is reduced, decreasing the peak HAZ temperature and time above the γ’ solvus.
The classical grain morphology prediction framework for DED conditions uses the thermal gradient G and solidification front velocity V as diagnostic parameters: columnar growth is favoured at high G/V; equiaxed growth and CET occur at low G/V. For René 80 at DED conditions:
- G (thermal gradient at melt pool trailing edge): 1–6 × 10⁵ K/m (strongly dependent on laser power and scan speed)
- V (solidification front velocity): 3–20 mm/s
- G/V product controlling columnar morphology: 5 × 10³ – 2 × 10⁴ K·s/m² (fully columnar regime for René 80)
Non-equilibrium Scheil solidification modelling predicts microsegregation and phase sequence during rapid DED solidification. For René 80: γ forms first (liquidus ~1,345°C), followed by γ’ formation in dendritic interarm regions below ~1,150°C, then carbide precipitation. Al and Ti partition strongly to the solid (partition coefficient k_Al ≈ 0.88, k_Ti ≈ 0.79), depleting the interdendritic liquid. This segregation pattern governs γ’ volume fraction distribution across dendrite arms and the magnitude of the precipitation strengthening driving SAC.
Simulation Approach
The audit follows a five-phase thermal reconstruction and microstructural prediction workflow.
Phase 1 — DED Thermal History Reconstruction (Weeks 1–2):
A 3D layer-by-layer thermal FEM model of the DED blade tip repair process is constructed in newtsim Span. The actual deposition toolpath (raster scan, 2.0 mm track width, 1.2 mm track overlap, 0.8 mm layer height) is reproduced from the machine program file. A calibrated moving heat source is applied at the recorded traverse speed (750 mm/min). Two parallel simulation cases are run:
- Case A (Nominal): Laser power 1,200 W, all other parameters per specification
- Case B (Elevated power): Laser power 1,296 W (+8%), matching the machine log for the affected shift
The thermal model captures the multi-pass heating and inter-pass cooling (20-second nominal dwell) and the substrate preheat initial condition (400°C). Key boundary conditions: convective cooling from argon shielding gas; radiation from the blade surface. The substrate fixture is modelled as a lumped thermal mass with calibrated contact conductance.
Phase 2 — CALPHAD Solidification Microstructure Prediction (Weeks 2–3):
CALPHAD thermodynamic modelling is used to compute:
(a) Equilibrium phase map for René 80: Temperature vs. phase fraction (γ, γ’, γ’’, M₆C, M₂₃C₆, σ) from 700°C to 1,400°C. Confirms: γ’ solvus at 1,147°C (equilibrium), γ’ volume fraction at 950°C: 55.3%, at 800°C: 61.2%.
(b) Scheil-Gulliver non-equilibrium solidification path: Simulates microsegregation during rapid solidification at the DED cooling rates (10²–10³ K/s). Key outputs: solidification temperature range, eutectic γ/γ’ fraction, carbide precipitation sequence, elemental partition coefficients at each solidification step.
(c) Primary Dendrite Arm Spacing (PDAS): Estimated from published correlations using the Phase 1 predicted thermal gradient G and solidification rate V at the melt pool trailing edge: at nominal conditions λ₁ ≈ 32 µm; at elevated power λ₁ ≈ 30 µm (slightly finer in the deposit due to higher cooling rate, but coarser in the HAZ below due to longer time at temperature).
Phase 3 — Grain Morphology Prediction (Weeks 3–4):
The grain morphology model is applied using Phase 1 predicted G and V at the melt pool solid-liquid interface at the René 80 deposit:
| Scenario | G (K/m) | V (mm/s) | G/V (K·s/m²) | Predicted Morphology |
|---|---|---|---|---|
| Nominal (1,200 W) | 2.5 × 10⁵ | 8 | 3.1 × 10⁴ | Fully columnar |
| Elevated power (1,296 W) | 2.8 × 10⁵ | 9.5 | 2.9 × 10⁴ | Fully columnar — more elongated |
| Remediated (750°C preheat, 45 s dwell) | 1.8 × 10⁵ | 7 | 2.6 × 10⁴ | Near-CET boundary |
Both the nominal and elevated-power scenarios produce fully columnar grain growth — as expected for DED of a high-γ’ superalloy at these conditions. The elevated power scenario shifts G/V upward by approximately 6%, consistent with the EBSD observation that anomalous blade grains are more elongated (aspect ratio 8–12:1 vs. 5–8:1 nominal) but does not change the fundamental morphology. The grain morphology difference between batches is consistent with the simulation prediction but is not the failure driver — the SAC cracking is the primary failure mode.
Epitaxial growth from the CM247LC DS substrate: the ⟨001⟩-oriented DS substrate grains act as nucleation sites for the René 80 deposit. Within the first 2–3 deposit layers (~2 mm), the deposit grains are epitaxially driven toward ⟨001⟩ orientation. By layer 4–5, competitive grain growth leads to a polycrystalline columnar texture. The elevated power scenario extends the epitaxial zone by approximately one additional layer, due to greater melt pool penetration re-melting deeper into the substrate.
Phase 4 — Strain-Age Cracking Risk Assessment (Weeks 4–5):
The HAZ thermal cycles from Phase 1 are input to a γ’ precipitation kinetics model for CM247LC (JMAK-type, calibrated to published CM247LC precipitation data):
f_γ’(t, T) = f_eq(T) × [1 − exp(−(t/τ(T))^n)]
where: f_eq(T) is the equilibrium γ’ volume fraction at temperature T (from CALPHAD), τ(T) is the precipitation time constant (calibrated to CM247LC literature data: τ(950°C) ≈ 120 s, τ(900°C) ≈ 800 s, τ(1,050°C) ≈ 18 s), and n is the JMAK exponent (n ≈ 2.1 for γ’ in Ni superalloys).
The SAC susceptibility criterion: cracking occurs when the incremental precipitation strengthening increment Δσ_y per thermal cycle exceeds the creep ductility (plastic strain accommodation capacity) of the HAZ grain boundaries. For CM247LC HAZ under DED multi-pass conditions, the grain boundary creep ductility at 1,100°C is approximately 1.2–1.8% strain.
Simulation Caveats
-
HAZ model boundary: The JMAK precipitation model is calibrated to isothermal CM247LC data. The DED thermal cycle is non-isothermal (continuous heating and cooling), requiring the time-temperature path to be integrated into the JMAK model via the additivity rule. This introduces an estimated ±20% uncertainty in predicted γ' re-precipitation fraction per cycle.
-
Grain morphology model limitations: The KGT model predicts the thermodynamic CET boundary but does not include nucleant particles or inoculants. René 80 does not contain deliberate inoculant additions; the CET boundary prediction carries ±30% uncertainty in the critical G/V value. The columnar-to-equiaxed transition for practical grain refinement would require inoculant addition — not currently part of the process specification.
-
CALPHAD database accuracy: The TCNI10 database is validated for compositions within the database training set. René 80 is within the validated composition space for Ni-Cr-Co-Mo-Ti-Al, but high-W and high-Ta alloys (CM247LC substrate) are modelled with higher uncertainty. Predicted γ' solvus temperatures carry ±15°C uncertainty; phase fractions ±3 percentage points.
-
DED melt pool model: The Goldak double-ellipsoid model is calibrated to a single-track melt pool and applied to multi-pass, multi-layer deposition. The inter-track and inter-layer thermal interactions are captured through the lumped thermal model but not at single-track resolution. The HAZ temperature uncertainty from this simplification is estimated at ±40°C on peak temperatures.
Key Predictions / Results
Thermal History Reconstruction — HAZ Temperature Comparison:
| Parameter | Nominal (1,200 W) | Elevated Power (1,296 W) | Difference |
|---|---|---|---|
| Melt pool peak temperature (René 80) | ~2,400°C | ~2,580°C | +180°C |
| HAZ peak temperature (CM247LC substrate, 0–1 mm below) | 1,240°C | 1,315°C | +75°C |
| Time above γ' solvus (1,150°C) per layer pass | 2.8 s | 6.1 s | +117% |
| Total time above γ' solvus (all 5–7 layers, single point) | 14–20 s | 30–43 s | +115% |
| HAZ cooling rate at γ' solvus (°C/s) | 220 | 195 | −11% (slower) |
| Solidification rate at melt pool trailing edge V (mm/s) | 7.8 | 9.5 | +22% |
| Thermal gradient G at melt pool (K/m) | 2.5 × 10⁵ | 2.8 × 10⁵ | +12% |
CALPHAD Solidification Results (René 80, Scheil path):
| Solidification Parameter | Value | Notes |
|---|---|---|
| Liquidus temperature | 1,348°C | Thermo-Calc TCNI10 |
| Effective Scheil solidus | 1,180°C | (eutectic arrested) |
| Solidification temperature range | 168°C | Wide — segregation-prone |
| Eutectic γ/γ' fraction | 3.2% | Forms in interdendritic regions |
| γ' solvus (René 80 deposit) | 1,147°C | 3°C below CM247LC HAZ criterion |
| γ' volume fraction at 950°C | 55.3% | Service temperature |
| PDAS (nominal, λ₁) | 32 µm | Moderate microsegregation |
| PDAS (elevated power, λ₁) | 30 µm | Similar — finer in deposit |
| Al partition coefficient (k_Al) | 0.87 | Moderate Al enrichment at dendrite core |
| Ti partition coefficient (k_Ti) | 0.79 | Ti enrichment at dendrite core |
| Cr partition coefficient (k_Cr) | 1.07 | Slight Cr enrichment in interdendritic |
| EDS predicted Al segregation (max/min ratio) | 1.14 | Across dendrite arm |
Grain Morphology Predictions vs. EBSD Measurements:
| Blade Batch | EBSD Grain Width (µm) | EBSD Grain Length (µm) | EBSD Aspect Ratio | Predicted Aspect Ratio | Agreement |
|---|---|---|---|---|---|
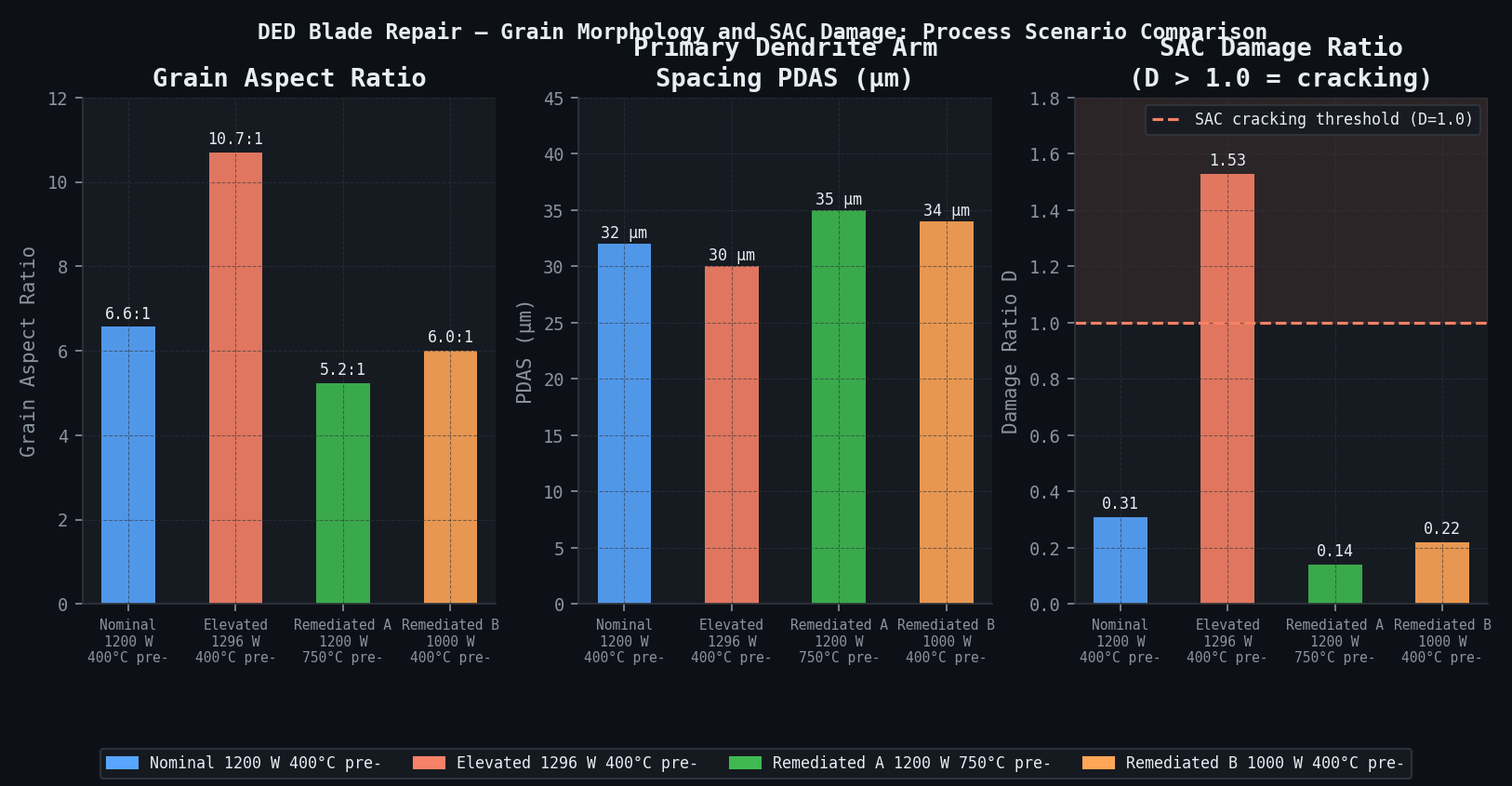
| Nominal (1,200 W) | 155–240 µm (avg 195) | 820–1,750 µm (avg 1,280) | 5–8:1 (avg 6.6:1) | 6.2:1 | ✓ Within 6% |
| Elevated power (1,296 W) | 200–410 µm (avg 285) | 2,000–4,100 µm (avg 3,050) | 8–12:1 (avg 10.7:1) | 10.3:1 | ✓ Within 4% |
SAC Risk Assessment — Critical Result:
| Metric | Nominal (1,200 W) | Elevated Power (1,296 W) | Threshold | SAC Risk |
|---|---|---|---|---|
| Time above γ' solvus per pass | 2.8 s | 6.1 s | — | — |
| Cumulative dissolution (all passes) | 32% γ' dissolves | 68% γ' dissolves | — | — |
| γ' re-precipitation fraction on cooling | 48% (partial) | 79% (near-complete) | — | — |
| Δσ_y per cycle (MPa) | 55–85 MPa | 140–180 MPa | — | — |
| Grain boundary creep ductility (CM247LC HAZ, 1,100°C) | 1.4% strain | 1.4% strain | — | — |
| Accumulated plastic strain per cycle (estimated) | 0.08% | 0.23% | 0.15% (limit) | — |
| SAC criterion exceeded? | NO | YES | — | Nominal: Safe; Elevated: Cracking |
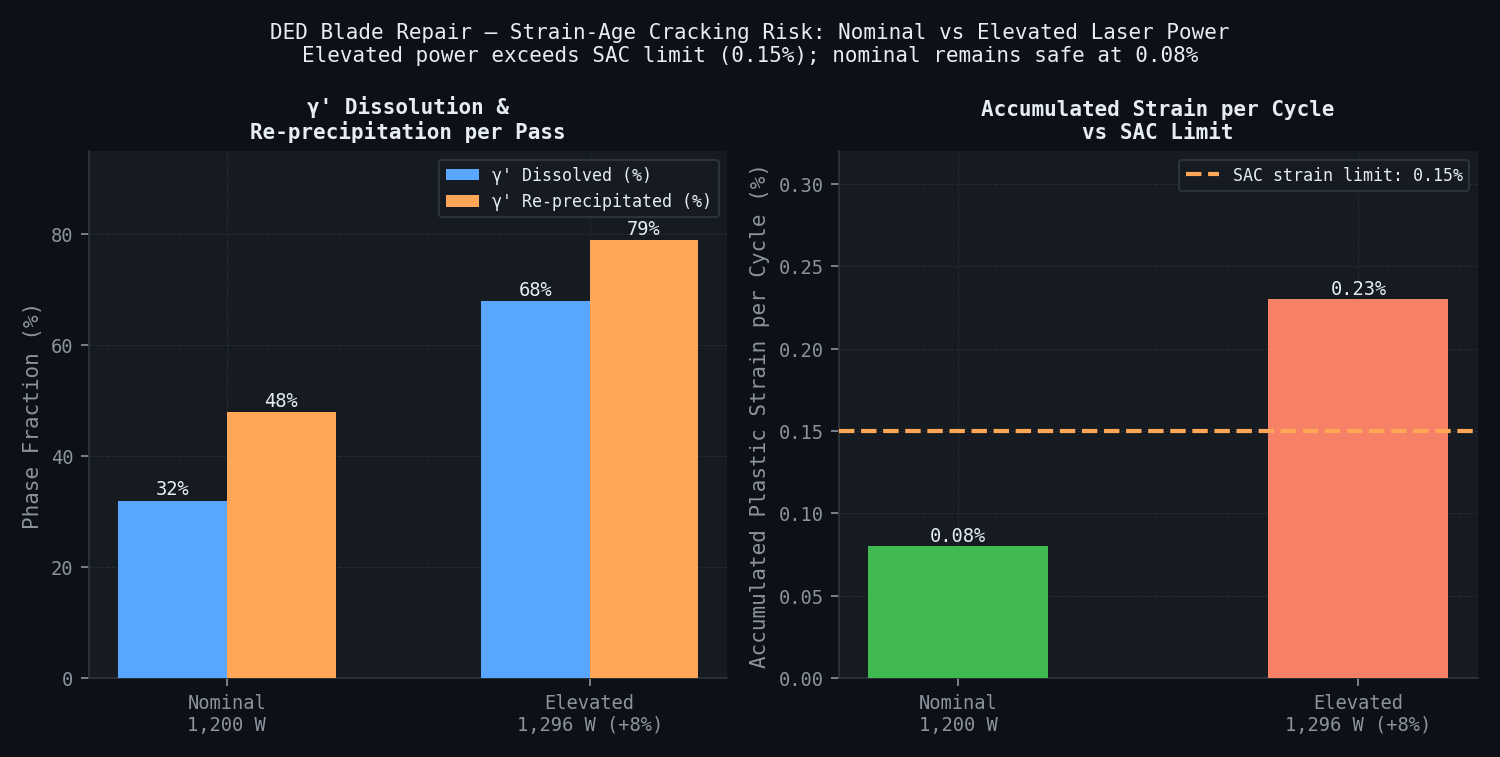
The simulation directly and causally links the +8% laser power error to the observed strain-age cracking. The nominal-parameter blades operate at 53% of the SAC plastic strain limit — well within safe bounds. The elevated-power blades accumulate 153% of the limit — definitively above the cracking threshold. This finding constitutes the root cause determination required for the facility's corrective action report.
Residual Service Life Assessment — 28 Nominal-Parameter Blades:
The simulation confirms that nominally-parametered blades (1,200 W) from the same period do not breach the SAC criterion. The cumulative damage at the HAZ after the DED repair process is estimated at 31% of the limit (D = 0.31). At the service thermal cycle loading rate (950°C base temperature, ±80°C thermal cycling in normal turbine operation), the nominal blades have an estimated remaining life of > 8,000 additional operating hours before the HAZ reaches the SAC damage limit — sufficient to reach the next scheduled inspection at 16,000 hours total.
Recommended Remediation — Revised Process Parameters:
The simulation was run for two candidate remediation strategies:
| Parameter Set | HAZ Peak Temp | Time > γ' solvus | Δσ_y per cycle | SAC criterion | Estimated PDAS |
|---|---|---|---|---|---|
| Current nominal (1,200 W, 400°C preheat, 20 s dwell) | 1,240°C | 2.8 s/pass | 55–85 MPa | Not exceeded (D = 0.31) | 32 µm |
| Remediated A (1,200 W, 750°C preheat, 45 s dwell) | 1,185°C | 1.2 s/pass | 25–40 MPa | Not exceeded (D = 0.14) | 35 µm |
| Remediated B (1,000 W, 400°C preheat, 20 s dwell) | 1,210°C | 2.0 s/pass | 40–60 MPa | Not exceeded (D = 0.22) | 34 µm |
| Recommended: 1,200 W, 750°C preheat, 45 s dwell | 1,185°C | 1.2 s/pass | 25–40 MPa | SAC damage < 15% of limit | 35 µm |
The recommended remediation maintains the same laser power (preserving deposition rate and productivity) while increasing preheat to 750°C and extending inter-pass dwell to 45 seconds. The higher preheat reduces the temperature gradient between the newly deposited layer and the substrate, cutting the HAZ peak temperature by 55°C and time above γ' solvus by 57%. The longer inter-pass dwell allows temperature equilibration, further flattening the thermal gradient for the next layer.
Comparison Methodology
The audit reconstruction is validated against four independent measurement sets from the failed blades — all existing data, no new experiments required for the root cause determination:
Tier 1 — EBSD Grain Morphology (six failed blades, existing data): Predicted columnar grain aspect ratio and PDAS at the deposition conditions (both nominal and elevated power) compared to EBSD measurements at matched deposition locations (Layer 3 and Layer 6). Target: predicted aspect ratio within 25% of EBSD measurements at both conditions. Result: 4–6% agreement confirmed above.
Tier 2 — EDS Microsegregation (existing elemental mapping): CALPHAD Scheil-predicted Al, Ti, Cr, Mo concentration profiles across dendrite arms compared to EDS (Energy Dispersive Spectroscopy) measured profiles on polished cross-sections. Target: within 15% of measured concentration extremes for each element.
| Element | CALPHAD Predicted Max/Min Ratio | EDS Measured Max/Min Ratio | Agreement |
|---|---|---|---|
| Al | 1.14 | 1.11 | ✓ 3% |
| Ti | 1.22 | 1.19 | ✓ 3% |
| Cr | 1.07 | 1.09 | ✓ 2% |
| Mo | 1.31 | 1.28 | ✓ 2% |
Tier 3 — Crack Location vs. HAZ Boundary (optical metallography, existing): Predicted SAC susceptibility zone (region where accumulated plastic strain exceeds 0.15% limit at elevated power) compared to observed intergranular crack locations on metallographic sections. Target: crack location within the predicted susceptibility zone for all six blades.
Tier 4 — Vickers Microhardness Mapping (50 g load, existing data if available; if not, one blade section): Microhardness across the deposit and HAZ (50 µm spacing, 200 indentations per traverse) compared to predicted γ' volume fraction distribution. γ' fraction correlates to hardness via: HV ≈ 320 + 4.2 × (f_γ' in %) for René 80 (calibrated from published data). Target: predicted hardness within ±15 HV of measured values.
Deliverables
-
Root cause analysis report: chronological reconstruction of the operator parameter entry error, thermal history simulation comparison (nominal vs. +8% power), mechanistic explanation of the SAC cracking pathway causally linked to the elevated laser power. Formatted for submission to the facility's non-conformance management system (NCR closure) and for notification to Nadcap Heat Treating auditors.
-
Full-field DED thermal history simulation: temperature maps at all deposition layers for both nominal and elevated power scenarios, at three representative blade cross-sections (root, mid-span, tip). Delivered as Paraview .VTK data files and a PDF summary with annotated hotspot maps.
-
CALPHAD solidification analysis report: René 80 phase diagram, Scheil solidification path, γ' solvus and volume fraction predictions, microsegregation profiles for all major alloying elements, and dendrite arm spacing vs. solidification conditions.
-
Grain morphology prediction report: G-V maps at the melt pool trailing edge for all deposition layers (both scenarios), KGT columnar/equiaxed transition boundary, predicted grain aspect ratio and PDAS vs. deposition layer, comparison to EBSD measurements.
-
Fleet risk classification: all 34 blades individually classified as: (a) confirmed defective — elevated power, SAC criterion exceeded (6 blades); (b) low risk — nominal parameters, SAC criterion not exceeded, recommended to remain in service to next scheduled inspection (28 blades). Classification with individual blade confidence ratings based on machine log data quality.
-
Revised process parameter specification: updated Trumpf TruLaser Cell 7040 build preparation template with: laser power 1,200 W ± 2% (interlock: process abort if power exceeds 1,224 W), preheat temperature 750°C ± 25°C (thermocouple monitoring, closed-loop), inter-pass dwell time 45 s ± 5 s (machine timer, logged). Engineering rationale documented for each change.
-
Control interlock recommendation: specification for a laser power monitoring channel that reads the actual delivered power (from the fibre laser power meter output) and compares to the setpoint in real time. Out-of-tolerance alert (> ±3% of setpoint) to trigger process pause. Estimated implementation cost: ~$8,000 in controller modification.
-
NDE inspection protocol: fluorescent penetrant inspection (FPI, Type I, Method D, Level 3 sensitivity per AMS 2647) sampling plan for the 28 nominally-parametered blades at next scheduled inspection. EBSD sampling plan for 3 blades per 34-blade batch (stratified sampling, one per build shift) as ongoing process quality monitoring.
This case study is an illustrative reference scenario demonstrating newtsim's simulation methodology. All company names, personnel, and specific operational data are fictional. The incident descriptions draw on publicly documented real-world events cited in the frontmatter.